Chain & Conveyor Lubrication Systems
Some of the world’s leaders in manufacturing have selected Mighty Lube and OPCO for their state-of-the-art Industrial 4.0 conveyor chain maintenance solutions that have impacted manufacturers globally.





Our Offer
OPCO serves customers in many industries, including: automotive, surface engineering, primary metals, pulp & paper, material handling, and food processing. Our factory based sales and service professionals are complemented by a world-wide network of distributors to bring the advantages and results of lubrication engineering to customers. A joint alliance with Mighty Lube gives OPCO products the ability to provide customers around the world with conveyor monitoring systems.
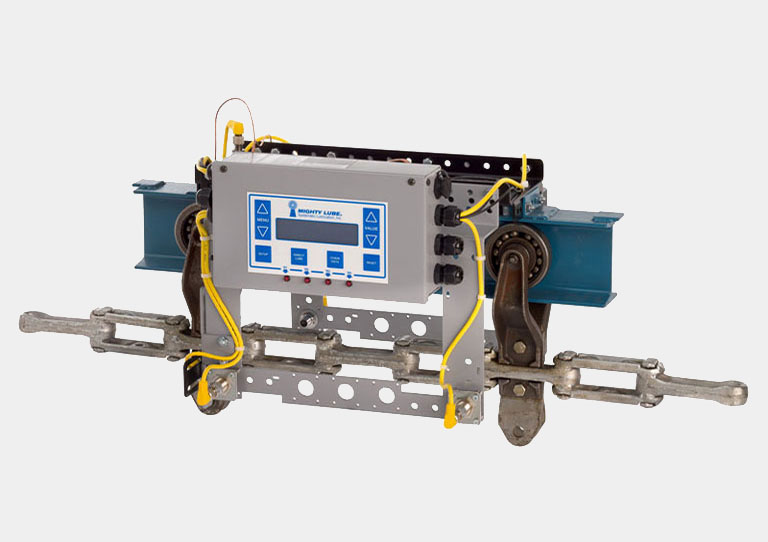
Monitoring
To compliment the partnership, Mighty Lube has designed a state of the art conveyor monitoring system to work alongside several of the OPCO lubrication and greaser products.
Chain & Conveyor Lubrications Systems
Over 50 years of industrial conveyor lubrication equipment and field service experience are behind each OPCO product. This experience results in the most technologically advanced and highest quality conveyor chain lubrication products available to global manufacturers.

Training
Recently, with the economic impact seen globally, we have taken a bold approach and created an in-depth training class called MOCS. This training is designed with the key Industrial 4.0 conveyor chain maintenance solutions.
Our Clients
We have clients in many different manufacturing industries. Mighty Lube’s top of the line conveyor maintenance products are present in facilities owned by the clients listed below as well as many more. Maintenance technicians at these factories swear by the performance of our conveyor lubrication and monitoring products.
- Automotive Industry
- Agricultural Equipment
- Food Industry
- Industrial Manufacturing
- Power Coating Industry
- Retail Industry
- Recycling